- ホーム
- 技術情報
技術情報
TECH INFO
測定原理
ボルトの伸び測定
超音波ボルト軸力計は、ボルトの伸びを超音波で計測し、軸力を算出します。
弾性域内において、ボルトの伸びと軸力には正の相関関係があります(フックの法則)。このため、超音波で測定した伸びに、軸力係数を乗じるだけで、簡単に軸力を算出することができます。
ボルトの伸び測定は、次の手順で行います。
まず、締め付け前のボルトの全長を超音波で測定します。超音波センサーをボルトの頭部に接触させると、超音波がボルト内部に伝達し、ボルトの反対面で反射し戻ってきます。超音波ボルト軸力計では、超音波を発信してから受信するまでの時間を計測し、ボルトの長さを計測します。
ボルト締め付け後、再度同様に超音波で長さを測定し、締め付け前と締め付け後の長さの差から、ボルトの伸びを求めます。
超音波ボルト軸力計は、このように求めたボルトの伸びに、軸力係数を乗じることで軸力を算出します。
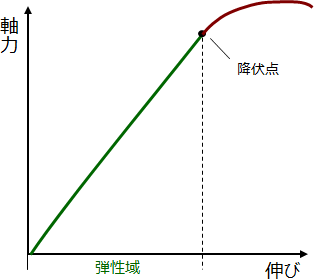
弾性域内においては、ボルトの伸びと軸力には正の相関関係があります。(フックの法則)
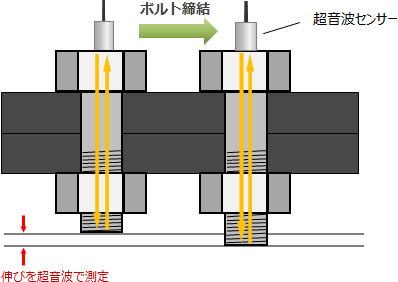
超音波ボルト軸力計は、超音波センサーから発振された超音波がボルトの反対面に反射し超音波センサーに戻ってくるまでの時間を計測し、ボルトの長さを算出します。
軸力係数の算出
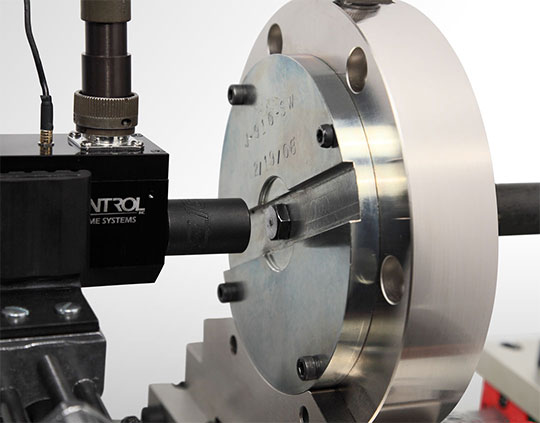
軸力係数は、ヤング率や断面積、締結部の厚みなどから計算で算出する方法と、引張試験機(アムスラー)やロードセルを用い実際にボルトに荷重をかけて算出する2つの方法があります。
計算で求める方法は、簡単に算出することができる反面、引張試験機やロードセルを用いて算出する方法よりも信頼性が劣ります。

ロードセル
超音波ボルト軸力計の特徴
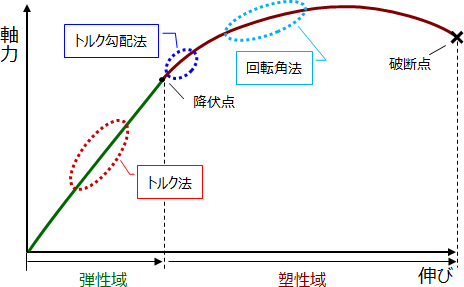
トルク法、トルク勾配法、回転角法など、ボルトの締め付け管理には様々な方法がありますが、ボルトの伸びから軸力を管理する測伸法が最も精度の高い方法です。
MC950では、0.00001mm(0.01μm)という驚異的な分解能を有しており、ボルトの伸び・軸力をを非常に正確に測定します。
またMC950は、従来の超音波軸力計と異なり塑性域での測定も可能なため、トルク法におけるトルクの決定だけでなく、トルク勾配法や回転角法の締め付け条件の設定や検証に使用されています。
よくある質問
高温での測定は可能ですか?
超音波センサーやケーブル、ピックアップ等の耐熱温度は以下となります。これらの温度を超えない範囲での測定は可能です。
| 項目 | 温度(目安) |
|---|---|
| センサータイプⅠ(UTensorⅠ) | ~65℃ |
| センサータイプⅡ(UTensorⅡ) | ~180℃ |
| センサータイプⅢ(UTensorⅢ) | ~65℃ |
| センサータイプⅡ用ピックアップ | ~100℃ |
| センサータイプⅢ用ピックアップ | ~100℃ |
| 温度センサー | ~120℃ |
| ケーブル(標準) | ~85℃ |
| ケーブル(高温用) | ~200℃ |
| ロックタイト638(接着剤) ロックタイト680(接着剤) |
~150℃ |
センサータイプⅡには、表面・裏面の区別はありますか?
センサータイプⅡには、表面・裏面の区別はありません。どちら側をボルトに接着しても正常に動作します。
センサータイプⅡのボルトへの接着に、瞬間接着剤を使用してもよいですか?
瞬間接着剤は使用しないでください。センサータイプⅡに瞬間接着剤を使用した場合、エコーが表示されず測定できない場合があります。
嫌気性接着剤で高強度の『LOCTITE 638』または、『LOCTITE 680』の使用を推奨しています。
センサータイプⅠおよびⅢのボルトへの接着には、どのような接着剤を使用すればよいですか?
あまり強度の高くない瞬間接着剤を使用してください。
強度が高い接着剤を使用した場合、センサーをボルトから取り外す際にセンサーを変形させてしまう恐れがあり、再使用できなくなります。
トルクセンサ(TAU)は、インパクトレンチでも使用できますか?
インパクトレンチでは使用できません。もし使用すると、トルクセンサ(TAU)が故障する可能性があります。
トルクセンサ(TAU)の回転速度には、制約がありますか?
200rpm未満の回転数での使用を推奨しています。200rpmより回転数が高くなると、ノイズが多くなり適切な測定を行うことができなくなる可能性があります。